TRADITIONS CÉRAMIQUES DU FLEUVE SÉNÉGAL
Mots-clés
chaîne opératoirecéramiqueSénégalINTRODUCTION
Ce référentiel ethnographique est issu du Cédérom accompagnant l’ouvrage Traditions céramiques et emprunts techniques dans la vallée du fleuve Sénégal d’A. Gelbert (2003, Éditions Epistèmes, Éditions de la maison des sciences de l’homme, Paris). Il décrit les deux traditions céramiques de la Moyenne Vallée du Fleuve Sénégal auxquelles fait référence l’article « Macrotraces de façonnage céramique » réédité dans The Arkeotek Journal.
Caractérisation des chaînes opératoires
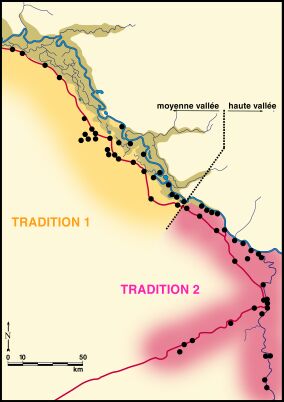
P0/1 Caractérisation de la chaîne opératoire de la moyenne vallée (tradition 1).
La tradition 1 est localisée dans la moyenne vallée du fleuve Sénégal. Sa limite orientale correspond au village de Dembankané. Cette tradition est pratiquée exclusivement par des potières haalpulaar'en.
[+]Acquisition de l'argile
Les potières utilisent l'argile des berges du Sénégal, des marigots ou des cuvettes de décantation. Elles exploitent toujours la source d'argile la plus proche de leur lieu de production. Pour les villages du waalo ou du jeejengol, les sources se trouvent toujours dans un rayon inférieur à 3 kilomètres. Pour les villages du jeeri, les sources se situent dans un rayon de 15 km environ.
Les potières utilisent l'argile des cuvettes de décantation asséchées.

Lorsque la source d'argile est située près du village la potière s'occupe elle-même de l'extraction.

Lorsque la source est éloignée du village, l'acquisition de l'argile est généralement effectuée par les enfants ou le mari de la potière.

L'argile est prélevée à moins de 50 cm de profondeur, avec une barre de fer aplatie maniée comme un levier, pour détacher du sol de grosses mottes d'argile.

[+]Transport de l'argile
Le mode de transport, sur la tête ou en charette, dépend de la distance du village à la source d'argile. Lorsque l'argile est à moins de 3 km, la potière la transporte sur sa tête, par petite quantité (pour moins de 10 récipients). Lorsque l'argile est éloignée, le transport est réalisé en charette, par grosse quantité (pour environ une semaine de travail).
[+]Préparation de l'argile
La préparation de l'argile est effectuée en 2 étapes: le concassage puis le trempage. La durée du trempage varie en fonction de l'état originel du matériau argileux. Certains types d'argiles nécessitent un trempage de plusieurs jours avant de parvenir à l'état d'humidité nécessaire pour poursuivre la préparation de la pâte. D'autres argiles peuvent être utilisées après un trempage de quelques minutes seulement.
Les mottes d'argile sèche sont concassées soit sur le sol, à l'aide d'une pierre plate ou d'une massue, soit dans un mortier avec un pilon en bois.

L'argile concassée est placée dans un récipient et recouvert d'eau.

[+]Adjonction d'un dégraissant anthropique
La chamotte est obtenue à partir de vieux canaris pilés dans un mortier ou sur une meule puis tamisés. Deux types de chamotte sont utilisés une poudre fine et une "semoule" dont les grains peuvent aller jusqu'à 3 mm de diamètre.
Les morceaux de poterie sont pilés dans un mortier.

La chamotte pilée est tamisée au tamis grossier, pour obtenir une "semoule" puis au tamis fin, pour obtenir une "poudre".

[+]Adjonction d'un dégraissant organique
En complément de la chamotte, les potières ajoutent à la pâte un dégraissant organique constitué de déjection animale, crottin de cheval, d'âne ou bouse de vache. Ces matériaux sont pilés dans un mortier puis grossièrement tamisés.
La potière étale les dégraissants (chamotte et déjections animales) sur une bâche en plastique ou une vieille natte et place l'argile au centre.

[+]Mélange de la pâte
La potière malaxe l'argile et les dégraissants pendant plusieurs minutes, en ajoûtant un peu d'eau pour augmenter la maniabilité. Une fois la pâte bien homogène, la potière la roule sur son plan de travail avec la paume des deux mains jusqu'à l'obtention d'une sorte de gros pain.
La potière prépare la quantité de pâte nécessaire à la fabrication des poteries de la journée, qu'elle recouvre d'un tissu ou d'un plastique pour conserver son humidité.

[+]Façonnage de la base
La technique est celle du creusage de la motte. Dans un premier temps (film 1/2), la motte, posée sur un support mobile concave (grand tesson rempli de cendre ou de crottin), est creusée, étirée en une ébauche cylindrique, puis mise en forme. Dans un second temps (film 2/2), après façonnage de la panse et du bord et séchage partiel du pot, la potière achève la mise en forme de la base par rabotage au couteau en fer recourbé et martelage à la palette. La surface est enfin régularisée par frottement avec un épi de maïs et lissage de la main.
[+]Façonnage de la panse
La technique est celle du montage aux colombins. Dans un premier temps (film 1/2), la potière façonne des colombins d'environ 3 à 5 cm de diamètre qu'elle fixe contre la paroi interne, la recouvrant sur environ la moitié de leur diamètre. Ils sont amincis et mis en forme au fur et à mesure par raclage avec un coquillage. Dans un second temps (film 2/2), après le façonnage du bord et séchage partiel, la panse est mise en forme par rabotage externe avec un couteau puis régularisée par frottement avec un épi de maïs et lissage de la main.
[+]Façonnage du bord
La technique est celle du montage aux colombins. La potière façonne un ou deux colombins d'environ 3 à 5 cm appliqués sur la paroi externe du pot, la chevauchant sur environ les 2/3 de leur diamètre. Cette couronne est amincie et mise en forme par pincement entre les doigts. La mise en forme finale et les finitions sont réalisées par pressions continues avec la main puis un tissu mouillé placés à cheval sur le bord.
[+]Décoration
Cinq techniques sont pratiquées, l'impression par roulement avec le furgu, l'estampage au bâtonnet ou au furgu, l'incision au bâtonnet ou au coquillage, l'adjonction d'éléments modelés, la peinture.
Impression roulée au furgu (parfois remplacé par un ressort métallique). L'outil est roulé sur la surface humide avec la paume de la main.

L'estampage correspond à une simple pression perpendiculaire sur la surface de l'argile encore humide. Divers outils peuvent être utilisés pour l'estampage : un furgu (ou un ressort), un bâtonnet ou une pointe.

Les incisions sont réalisées avec un coquillage ou un bâtonnet, sur une argile humide ou partiellement sèche.

Les décors modelés sont façonnés entre les doigts puis fixés sur la paroi humide ou ayant atteint la consistance du cuir.

La peinture est appliquée après la cuisson du pot. Traditionnellement, les potières utilisaient des ossements pilés pour former une couleur blanche. Aujourd'hui elles utilisent uniquement de la peinture industrielle, blanche, bleue ou jaune, appliquée avec une plume d'oiseau.

[+]Traitements de surface
Après séchage du pot et avant la cuisson, la potière applique un engobe sur les parois interne et externe du pot. Elle utilise de l'argile rouge, appelée kaddam (Peul), ramassée dans la zone du jeeri ou achetée au marché, diluée dans de l'eau et appliquée sur le pot avec un chiffon.
Après cuisson, l'engobage donne au récipient une couleur brun-rouge soutenue.

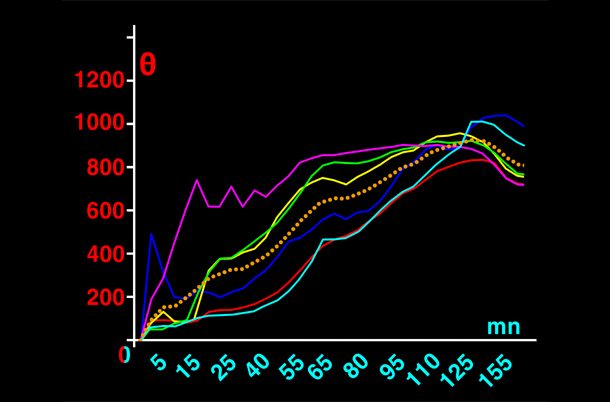
[+]Cuisson
Les poteries sont cuites en simple foyer ouvert. Le principal combustible utilisé est la bouse de vache, parfois combiné à d'autres déjections animales et à des déchets divers. Une cuisson est réalisée pour plusieurs dizaines de poteries, production d'une ou de plusieurs potières associées pour l'occasion. Elle a lieu en périphérie du village, sur un emplacement fixe et peu exposé aux vents. La cuisson débute le plus souvent à la tombée de la nuit, elle dure environ 6 heures et les poteries refroidies sont retirées du foyer au petit matin.
Les potières étalent tout d'abord un lit de bouse de vache qui constitue la base circulaire du foyer.

Elles installent les poteries sur ce lit de combustible, les grosses au centre. Les jarres sont disposées sur le côté, ouverture contre ouverture ou ouverture contre panse.

Les poteries sont calées avec des bouses de vaches, puis entièrement recouvertes avec des de bouses, quelques végétaux et des déchets divers (vieux tissus, sacs de toile, bouts de bois...).

Le tas de cuisson est finalement calé avec des morceaux de récipients métalliques ou de tôle ondulée. Le feu est allumé et les potières surveillent la cuisson pendant une heure environ, en remuant légèrement les bouses de vaches pour que la combustion soit uniforme.

Mesure des températures de cuisson dans le village de Sinntiou Garba, à partir de 6 thermocouples (prêt O. Gosselain).
P0/2 Caractérisation de la chaîne opératoire de la haute vallée (tradition 2).
La tradition 2 est localisée dans la haute vallée du fleuve, sa frontière occidentale correspond au village de Dembankané. Elle est pratiquée par l'ensemble de la communauté mandé ainsi que par les potières haalpulaar'en de la haute vallée.
[+]Acquisition de l'argile
Les potières exploitent toujours la source d'argile la plus proche de leur lieu de production : sur les berges du Sénégal ou de la Falémé, dans le lit des rivières ou les cuvettes de décantation. Dans la haute vallée, où le réseau hydrographique est relativement dense, les sources se trouvent toujours dans un rayon inférieur à 5 kilomètres du village.
Les potières de la tradition 2 ramassent l'argile dans le lit des nombreux cours d'eau saisonniers.

Dans les rivières à sec, l'argile est prélevée sur les parois verticales du lit, parfois à plus d'un mètre de profondeur.

Pour détacher les mottes d'argile, la potière utilise une herminette.

Dans les cuvettes de décantation, l'argile est prélevée à moins de 50 cm de profondeur, à l'aide d'une barre de fer utilisée comme levier.

[+]Transport de l'argile
Les sources d'argile étant toujours proches du village, les potières transportent la matière première à pied, sur leur tête. A chaque voyage, elles transportent en moyenne une quantité correspondant à la fabrication de moins de 10 pots.
Les enfants de la potière l'aident parfois pour rapporter une plus grosse quantité d'argile.
[+]Préparation de l'argile
La préparation de l'argile est effectuée en 2 étapes: le concassage puis le trempage. La durée du trempage varie en fonction de l'état originel du matériau argileux. Certains types d'argiles nécessitent un trempage de plusieurs jours avant de parvenir à l'état d'humidité nécessaire pour poursuivre la préparation de la pâte. D'autres argiles peuvent être utilisées après un trempage de quelques minutes seulement.
Les mottes d'argile sèche sont pilées dans un mortier avant d'être mise à tremper.

[+]Adjonction d'un dégraissant anthropique
La chamotte est obtenue à partir de vieux canaris pilés dans un mortier ou sur une meule puis tamisés. Deux types de chamotte sont utilisés une poudre fine et une "semoule" dont les grains peuvent aller jusqu'à 3 mm de diamètre.
Les morceaux de poteries sont écrasés sur une meule.
[+]Adjonction d'un dégraissant organique
En complément de la chamotte, les potières ajoutent un dégraissant organique composé exclusivement de matériaux végétaux comme de l'herbe sèche, de la paille ou du son de riz.
Les matières végétales sont d'abord pilées dans un mortier en bois, puis vannées.

[+]Mélange de la pâte
La potière prépare la quantité de pâte nécessaire à la fabrication des poteries de la journée, place les pains de pâte dans un récipient et les recouvre d'un tissu ou d'un plastique pour conserver leur humidité.
La potière étale les dégraissants (chamotte et végétaux) sur une bâche en plastique ou une vieille natte et place l'argile au centre.

La potière malaxe l'argile et les dégraissants pendant plusieurs minutes, en ajoutant un peu d'eau pour augmenter la maniabilité. Une fois la pâte bien homogène, la potière la roule sur son plan de travail avec la paume des deux mains jusqu'à l'obtention d'une sorte de gros pain.

[+]Façonnage de la base
La technique est celle du moulage sur poterie retournée. Le moule est recouvert de poudre de chamotte. La potière façonne une galette en martelant une motte d'argile sur le sol avec une pierre plate. Elle la dispose sur le sommet du moule puis l'amincit et la met en forme par martelage, jusqu'à obtenir une paroi régulière. Après humidification, la potière racle la surface avec une estèque en calebasse, puis la lisse avec la paume de la main. Après séchage partiel, la potière démoule la base et rabote la paroi interne avec l'outil en calebasse.
[+]Façonnage de la panse
La technique est celle du façonnage aux colombins. La potière façonne 2 ou 3 colombins d'environ 5 à 8 cm de diamètre qu'elle fixe en couronne contre la paroi interne, la recouvrant sur environ la moitié de leur diamètre. Elle ajoute un colombin contre la paroi externe, sur le joint entre la base et la panse. Ces colombins sont amincis avec une estèque en calebasse pour former une ébauche cylindrique, mise en forme avec le même outil. Les finitions sont effectuées par lissage avec le dos de l'estèque ou la paume de la main mouillée.
[+]Façonnage du bord
La technique est celle du montage aux colombins. La potière façonne 1 ou 2 colombins d'environ 3 à 5 cm de diamètre qu'elle fixe soit à cheval sur la paroi, soit tour à tour sur les parois interne et externe. Les colombins sont amincis et mis en forme par raclage avec une estèque en calebasse. L'évasement du bord se poursuit par martelage interne avec le même outil. Enfin, la mise en forme est achevée et la surface régularisée par pressions continues avec la main puis un tissu mouillé à cheval sur la paroi.
[+]Décoration
Six techniques sont pratiquées : l'impression par roulement avec le furgu, l'impression par roulement avec le maïs, l'impression basculée à la calebasse dentelée, l'estampage au bâtonnet, au furgu ou à la calebasse, l'incision au bâtonnet ou enfin, l'adjonction d'éléments modelés.
Impression roulée au furgu. L'outil est roulé sur la surface humide avec la paume de la main.
IImpression roulée au maïs : un épi de maïs est roulé sur la surface humide avec la paume de la main.

Impression basculée avec une calebasse dentelée : les dents de la matrice convexe sont imprimées en basculant l'outil contre l'argile encore humide.

L'estampage correspond à une simple pression perpendiculaire sur la surface de l'argile encore humide. Divers outils peuvent être utilisés pour l'estampage : un furgu (ou un ressort), un bâtonnet ou une estèque en calebasse. Les incisions sont réalisées avec un bâtonnet, sur une argile humide ou partiellement sèche.
Les décors modelés sont façonnés entre les doigts puis fixés sur la paroi humide ou ayant atteint la consistance du cuir.

[+]Traitements de surface
Après séchage du pot et avant la cuisson, la potière applique un enduit organique sur la paroi interne du pot.
Lorsque le récipient a atteint la consistance du cuir, la potière effectue un très rapide polissage de la paroi avec une pierre dure ou un tesson de poterie.

L'enduit est composé de feuilles de baobab séchées, pilées, tamisées, et délayées dans l'eau. Il est dénommé "laalo" (Peul) ou "takhaï" (Soninké).

L'enduit est appliqué avec un chiffon.

Dans certains cas, la potière frotte la paroi enduite avec un collier de graines de pains de singe, fruits du baobab.

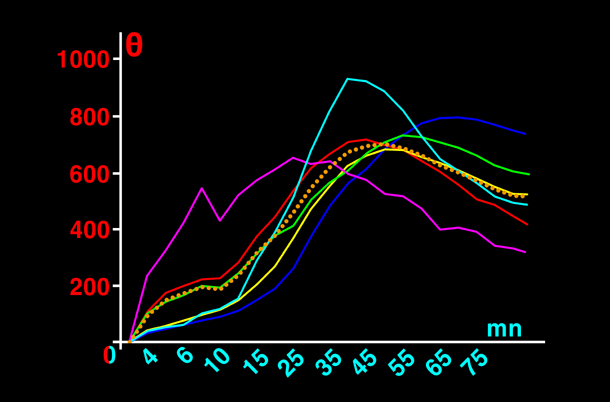
[+]Cuisson
Les poteries sont cuites en simple foyer ouvert. Le principal combustible utilisé est l'herbe sèche ou la paille, combiné aux bouses de vaches. La cuisson est réalisée lorsque plusieurs dizaines de poteries sont réunies, appartenant à une ou plusieurs potières associées. Elle dure environ 6 heures, refroidissement compris, et se déroule le plus souvent de nuit.
La cuisson a lieu en périphérie du village, sur un emplacement fixe et peu exposé aux vents.

Les potières étalent un lit circulaire de bouses de vache et d'herbe et y placent les poteries, ouverture vers le bas.

Les poteries sont recouvertes de paille jusqu'à mi-hauteur.

La cuisson a lieu en périphérie du village, sur un emplacement fixe et peu exposé aux vents. Les potières étalent un lit circulaire de bouses de vache et d'herbe et y placent les poteries, ouverture vers le bas. Les poteries sont recouvertes de paille jusqu'à mi-hauteur. Une couche de bouse de vache est disposée par dessus la paille, qui couvre entièrement les poteries.

Le tout est recouvert d'un dôme de paille.

La potière met le feu à la paille.

Le feu est surveillé et entretenu pendant environ 1 heure.

Mesure des températures de cuisson dans le village de Moudéri, à partir de 6 thermo-couples (prêt de O. Gosselain).